This is just a short collection of photos, I’ll write more about lessons learned as replies.
Step one: Make a prototype to test that your CAM results in what you want
(step 1.5 experiment to find fastest feed parameters that do not ruin your tools and result in acceptable finish)
Step two: find out the number of pieces you can find on the working area, the X is 500mm and the result (after taking into account 3mm allowance for sawing the pieces separate) was 9 (474mm wide billet)
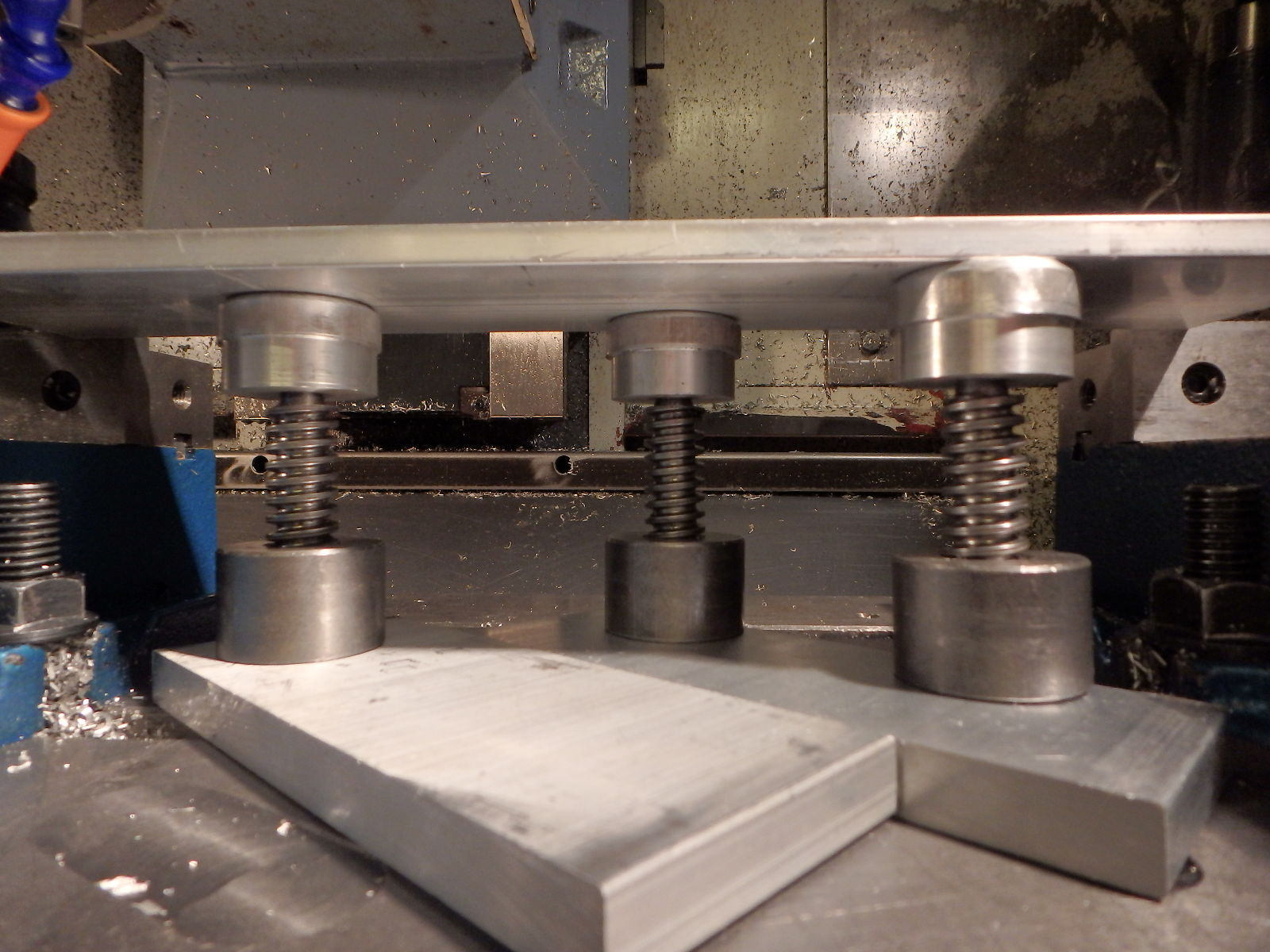
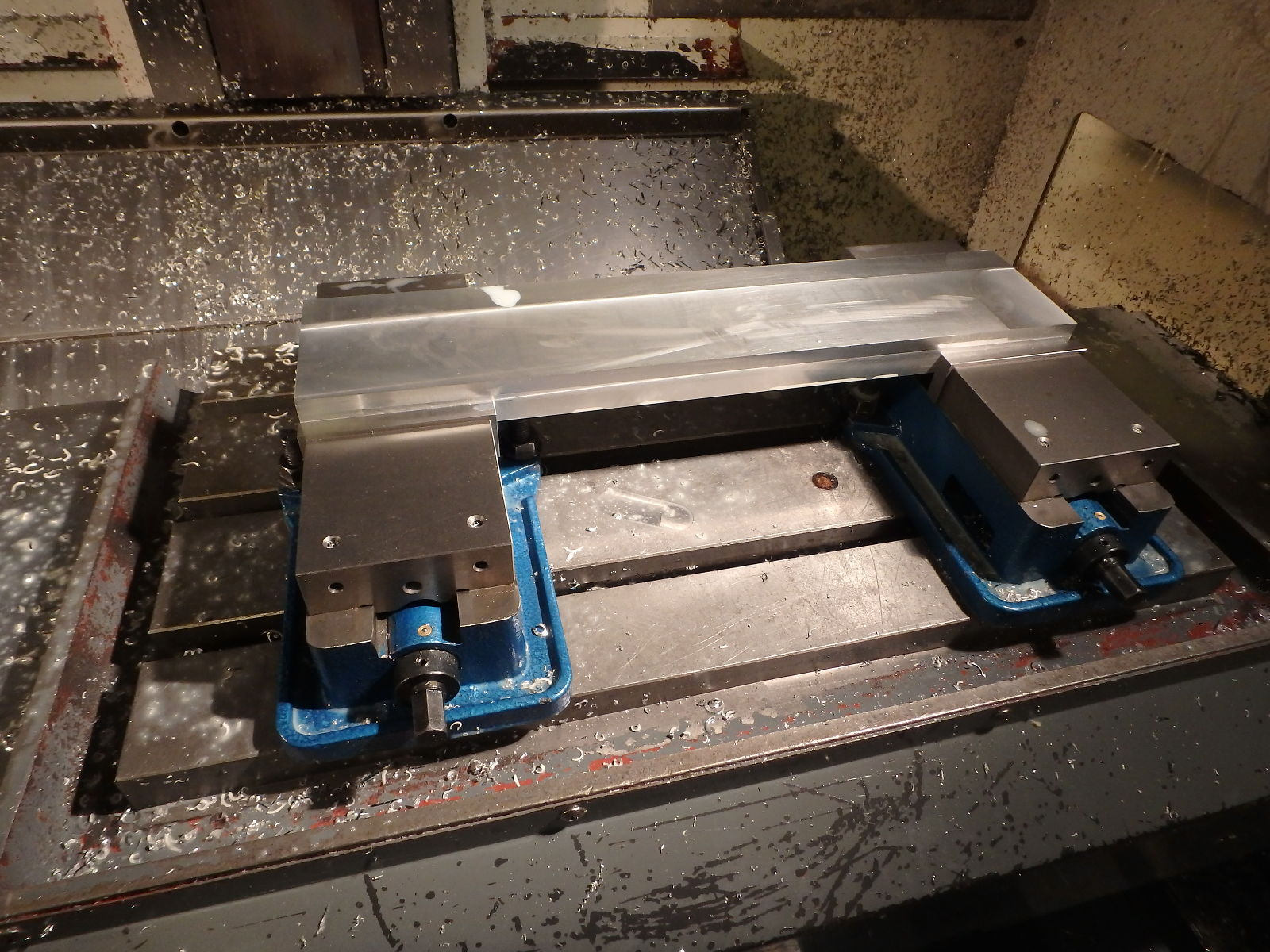
Step three: make sure you have two vices aligned within your tolerances (better than 0.01mm).
Step four: get a big honking piece of billet and face it square
Step five: generate the GCode with subprograms for all operations, preferably ordered by tool. Tool changes take surprisingly long.
Step six: edit the main program, copy the subprogram calls and add WCS changes betweeen them, also edit the subprograms and take out the WCS changes, also if tool changes are in the subprogram (like Fusion360 likes to do) move them to the main program. This requires understanding GCode and being able to write it by hand, but we require that from any Lotta operator anyway…
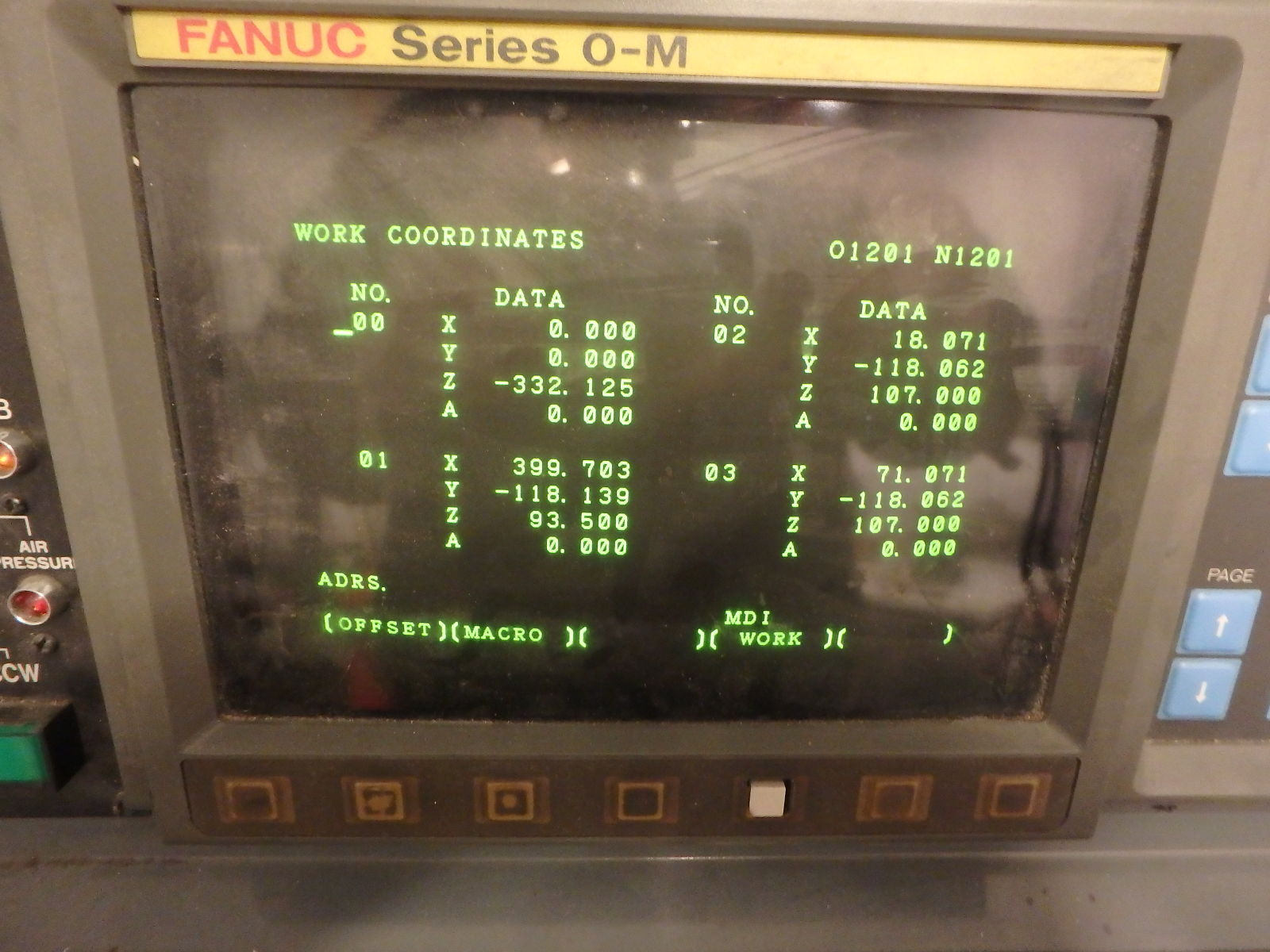
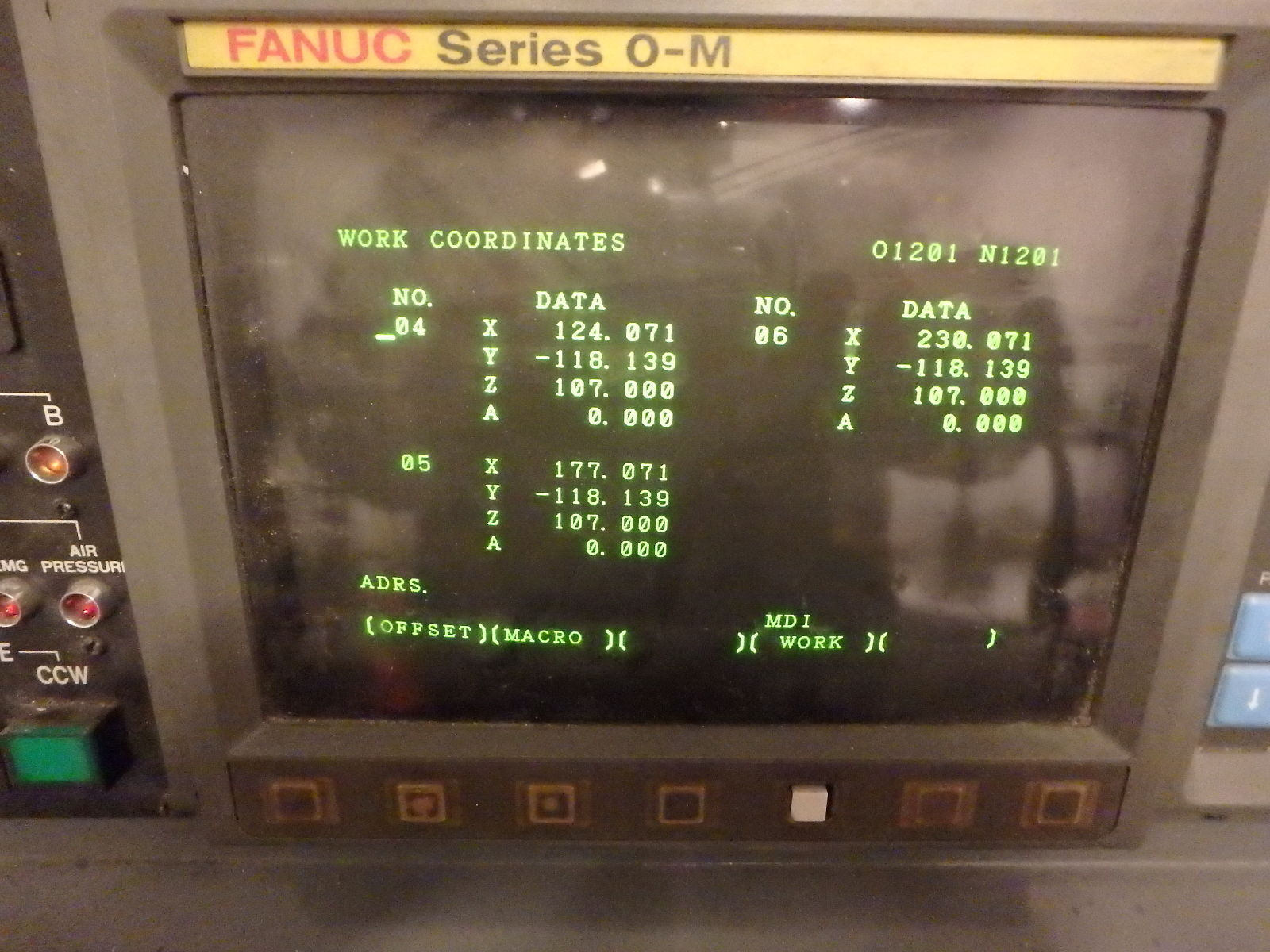
Step seven: measure, calculate and enter the WCS offsets, Lotta has 6 of them and since I had to do two runs in any case I chose 5 and 4 as the number of pieces to mill in one go (and made two separate copies of the main program for this)
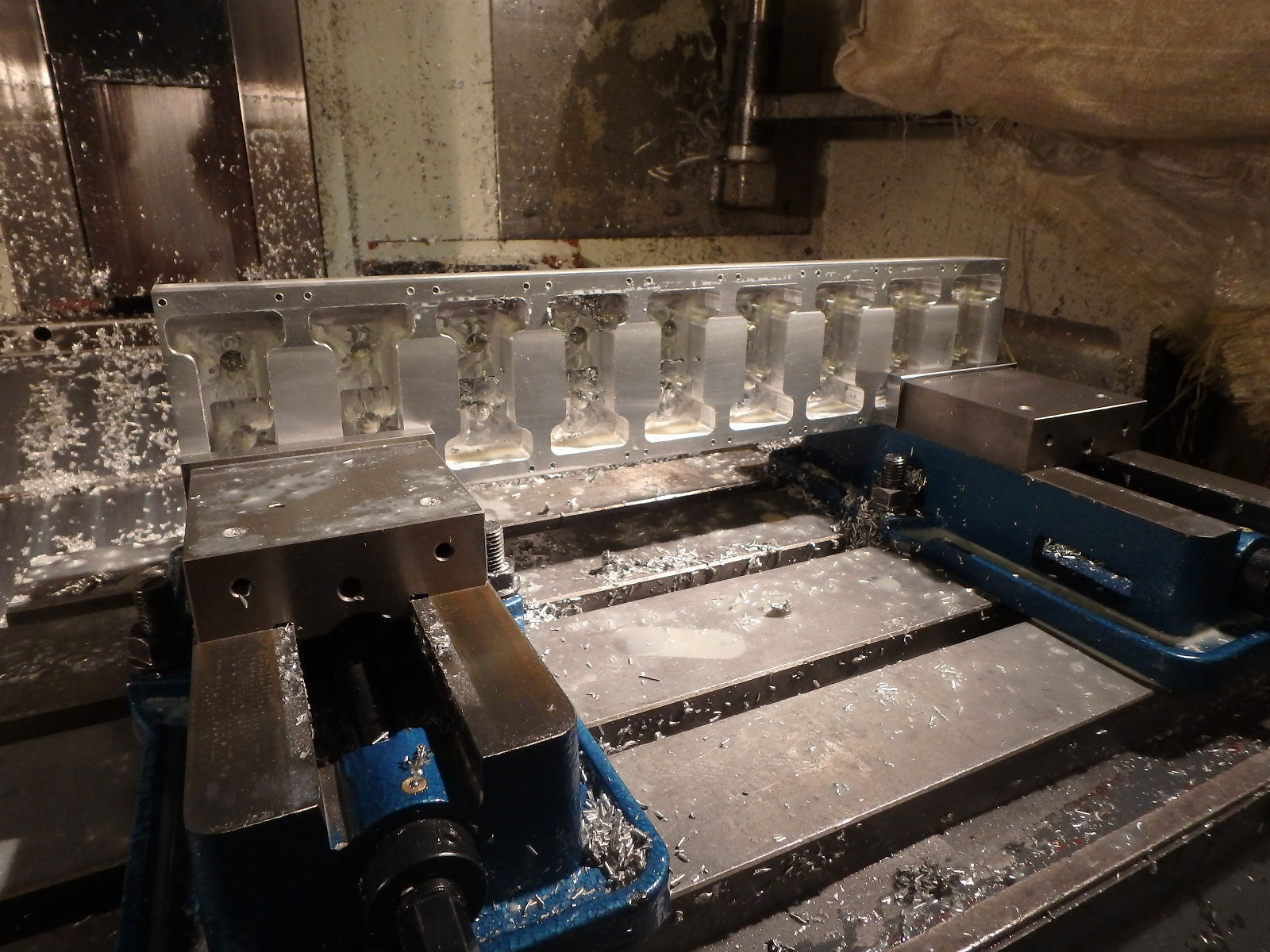
Step eight: run your program, remember to clean the chips away between tool changes:

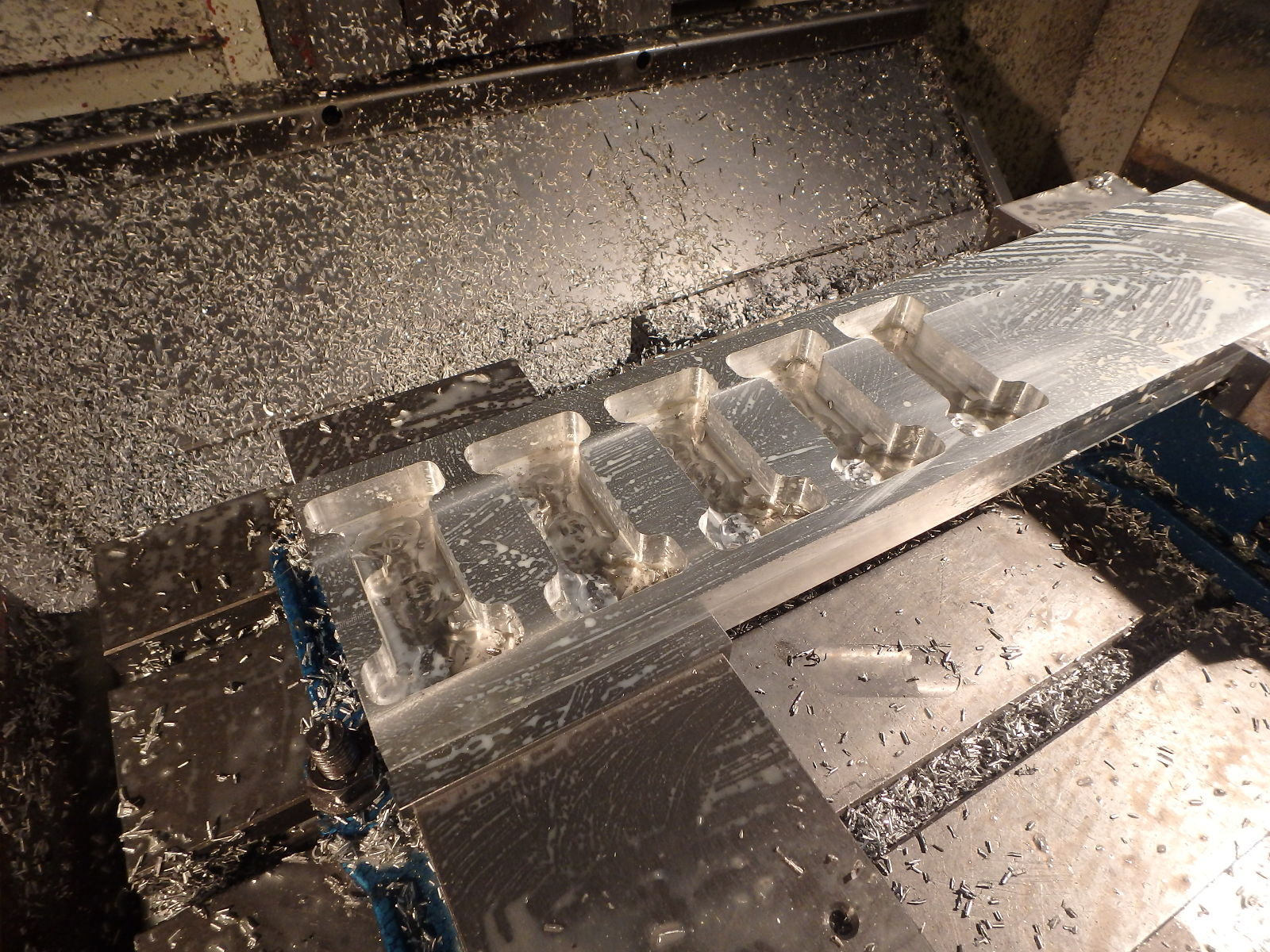
Step nine: keep updating the offsets and re-running your program until this setup is done

Step ten: Next setup, as previous setup, repeat for all setups…
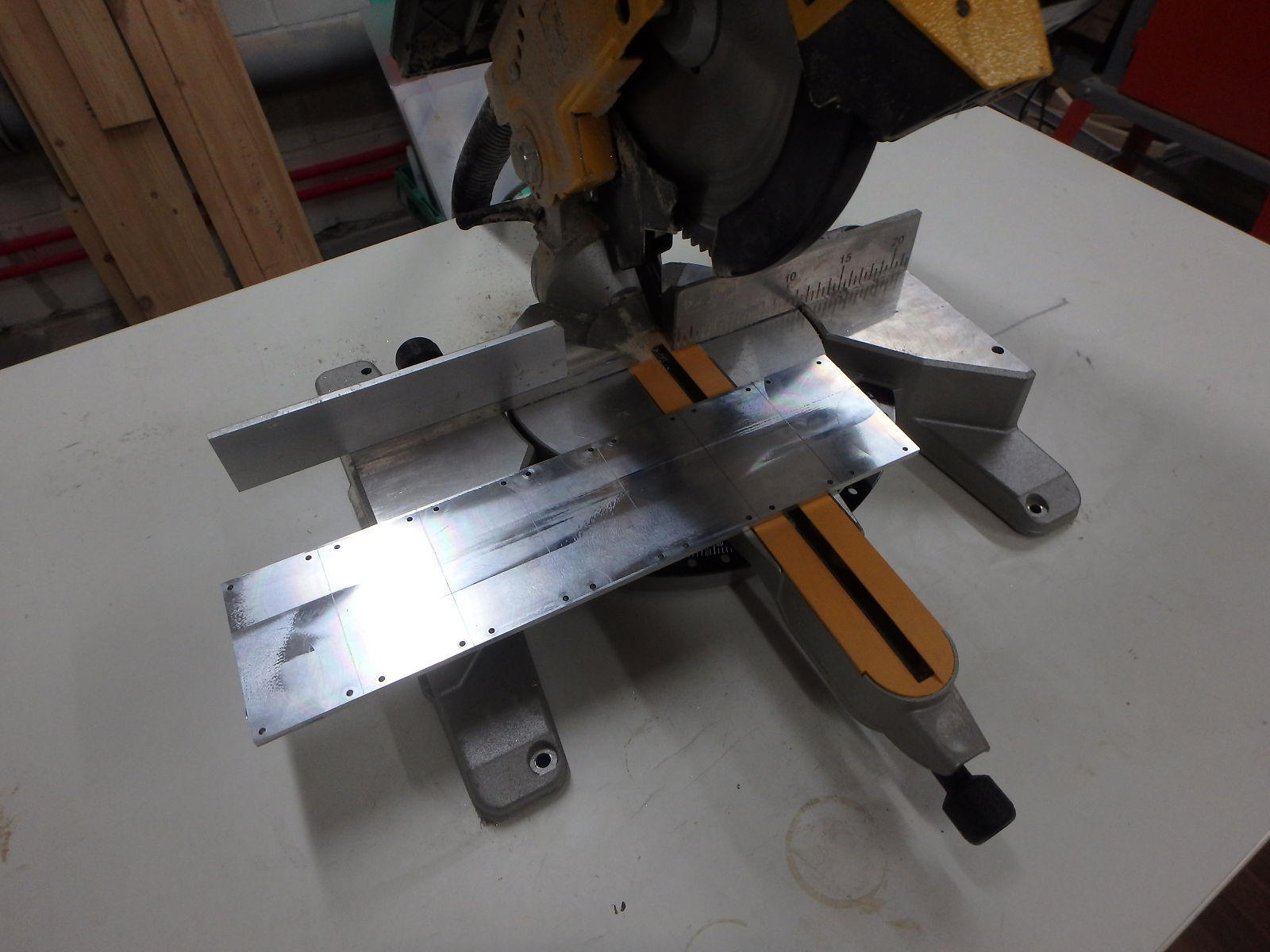
Step eleven: measure and mark where to cut the pieces apart, make if the blade cut wider than your marking line, draw two lines and make sure the blade aligns between them, in this case lines are 3mm apart since the circular saw has blade 3mm wide…

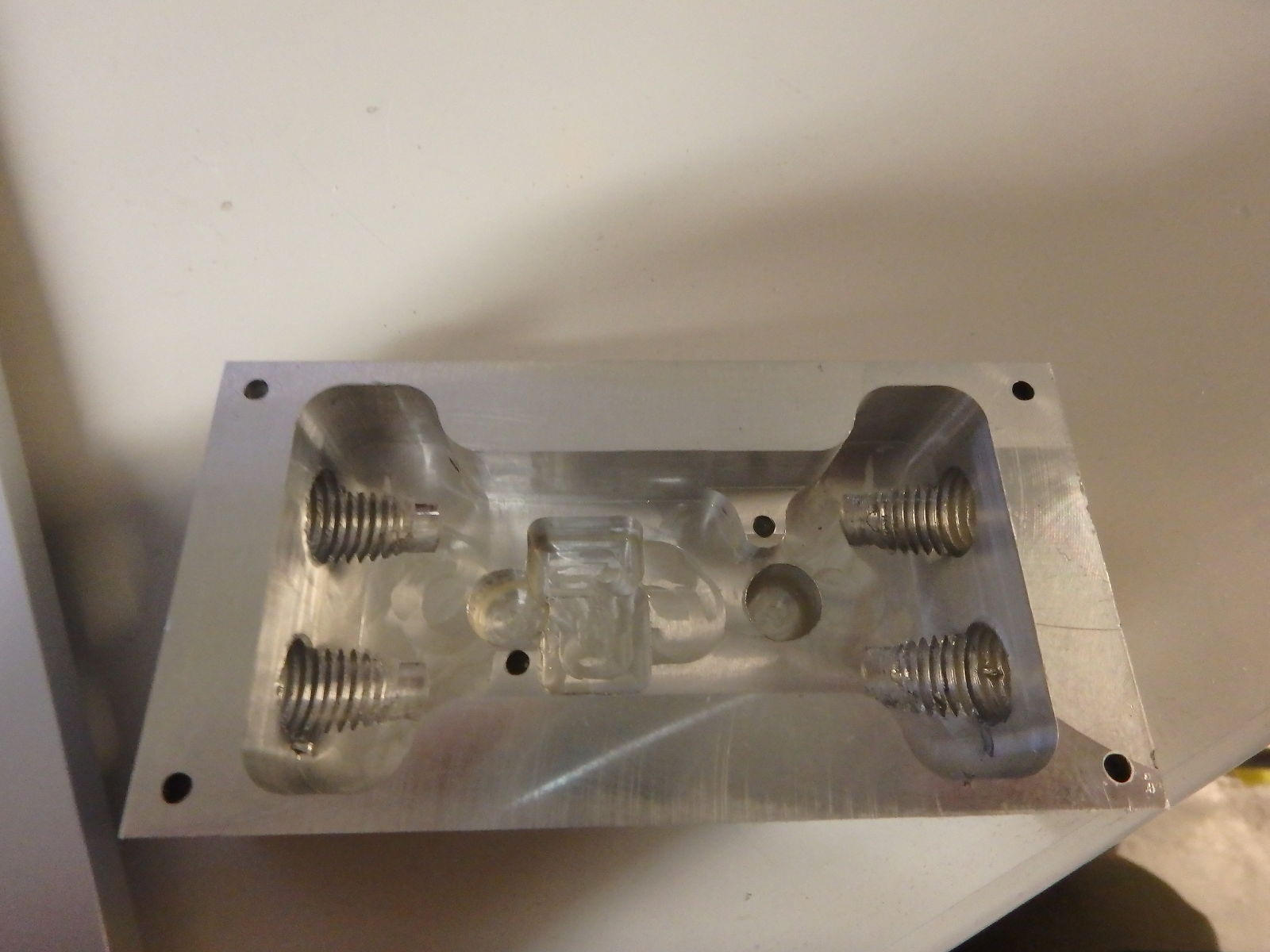
Step twelve: clean (with lot’s of running water for example) away all chips remaining in cavities, dry the pieces thoroughly (use hot-air blower if needed), try to wash away that cutting fluid residue too.

Step thirteen: start attaching all the other stuff you milled these things for. profit ?

Most important notes: for tapping always use spiral fluted tap (it doesn’t strictly have to be a CNC or machine tap), also use exactly correct size hole, if there is no drill of suitable size (there almost never is the sizes are weird), the , drill undersized hole and mill it to correct size (or just get a correct sized drill from Maanterä). If you plan on making more than a few, spend time on optimizing those feedrates or you’ll spend many a night at hacklabs couch waiting for the milling jobs to finish.