11.11. ilta käytettiin harjoitustyöhön. Tehtävänä oli kiinnittää alumiinilätkä halkaisijaltaan 70mm ja paksuus 40mm tukevasti puristimeen ja ajaa siihen annettu työstö.
Kiinnitys tapahtui käyttäen apuna särmärautoja ja v-blokkia jolla pyöreä kappale saatiin asemoitua riittävän tukevasti tasainen sivu ylöspäin. Tässä yhteydessä havaittiin ns. kolmen tukipisteen ongelma, eli v-blokki kantoi niin tukevasti, että yhtä särmärautaa ei saatu kappaletta naputtamalla ottamaan tukea. Niinpä se jätettiin pois koska kiinnityksen katsottiin olevan riittävä ilmankin. Kuten olikin.
Tehtävänä oli porata 6mm reikä läpi kappaleen keskiakselista ja jyrsiä yläpintaan 5mm syvä, 10mm leveä rengasmainen tasku jonka sisäsäde oli 20mm. Koska kaikki kuviot olivat symmetrisiä kappaleen keskiakselin suhteen, se valitiin XY-suunnan origoksi ja kappaleen yläpinta Z-tasoksi 0.0.
Kordinaatit ohjelmoitiin offset-taulun paikkaan 03 (valitaan ohjelmassa koodilla G56). Mittaus suoritettiin suuripiirteisesti käyttäen työkalua (poraa nro 5) linjarina ja mittapuikkoa välipalana vähän samaan tyyliin kuin työkalun pituusoffsettia mitatessa. Näin paikallistettiin laitoja mittaamalla kappaleen keskipiste X- ja Y-suunnissa, ja lopulta Z-tason korkeus pöydän pinnasta mittaamalla erotus pöydän ja yläpinnan absoluuttisesta Z-koordinaatista.
Alla olevassa ohjelmassa siis 3. koordinaatiston (G56) origo on työkappaleen yläpinnan keskipisteessä.
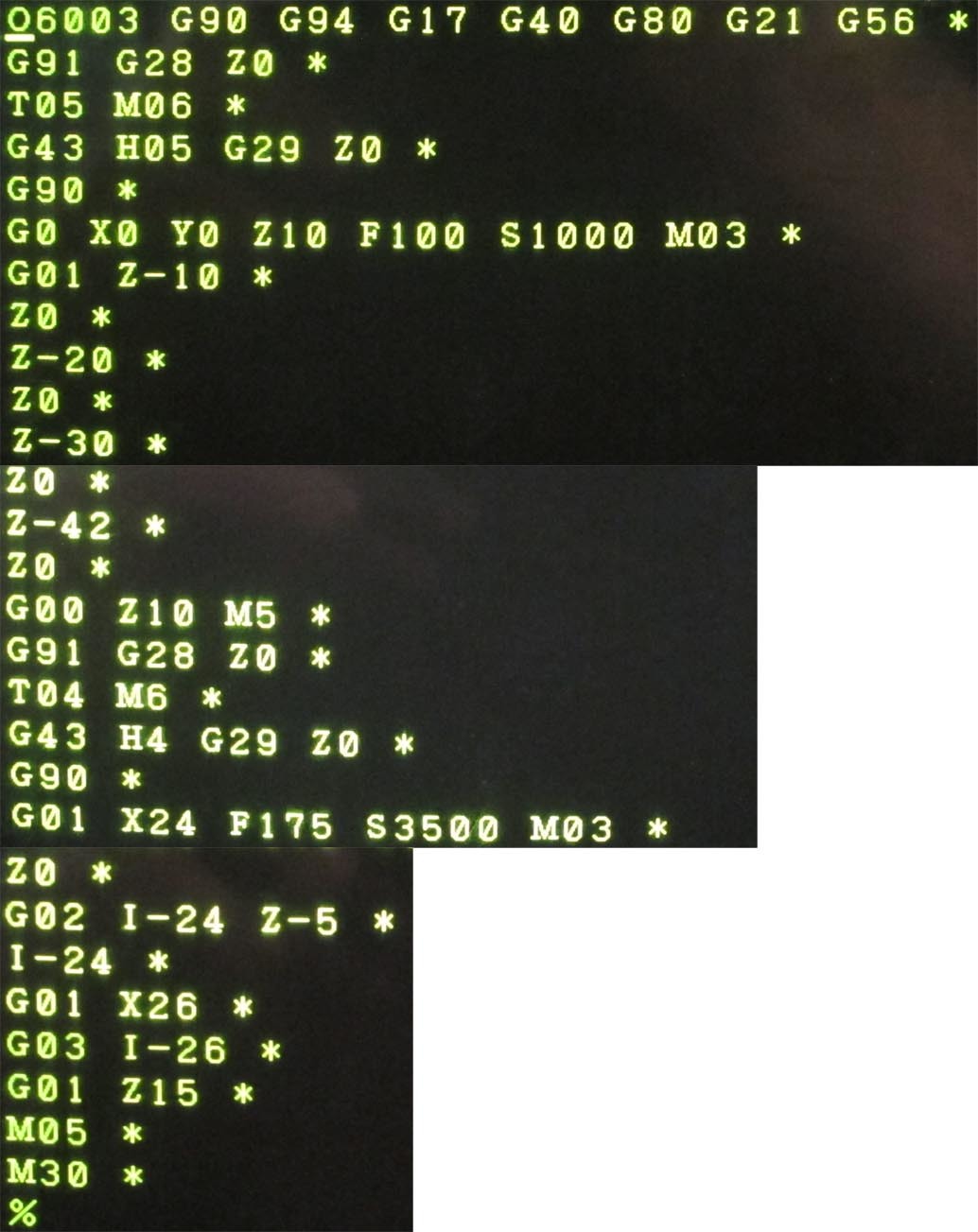
Ensimmäinen ajettu koodi tuotti oikean lopputuloksen ja oli tämmöinen:
O6002 G21 G17 G90 G40 G80 G94 G56 * (millit, XY-taso, absoluuttikoord., leveuskomp pois, työkierrot pois, 3. työkoord.)
G28 G91 Z0. * (Z kotiinajo suhteellisin koordinaatein siirtymän Z0.0 kautta [Z0.0=ei liiku])
T05 M06 * (työkalu 5; vaihda)
G90 * (absoluuttikoordinatit päälle)
G00 G43 H05 X0. Y0. Z100. F175 S3500 * (pikaliike, pituuskompensointi päälle; 5. pituusoffset, X0 Y0 Z100, syöttö 175 mm/min, kara 3500 RPM)
G00 Z2. * (pikaliike korkeusasemaan 2.0 mm)
M3 * (kara pyörimään myötäpäivään)
G01 Z-10. * (suora työstöliike [poraus] syvyyteen -10mm)
Z0. * (paluu pinnan tasoon)
Z-20. * (poraus tasoon -20mm)
Z0. * (paluu)
Z-30. * (poraus tasoon -30mm)
Z0. * (paluu)
Z-42. * (poraus tasoon -42mm [läpi])
G00 Z10. * (paluu +10mm tasoon pikaliikkeellä [tässä Lotta nykäisi poran irti pakasta kun oli huonosti kiinni!])
G28 G91 Z0. * (Z kotiinajo suhteellisin koordinaatein siirtymän Z0.0 kautta [Z0.0=ei liiku])
T04 M06 * (työkalu 4; vaihda)
G43 H04 G29 Z0. * (pituuskompensointi päälle; 4. pituusoffset, paluu kotiasemasta siirtymän Z=0.0 kautta)
M3 G91 * (kara myötäpäivään, suhteelliset koordinaatit)
G1 Y-24. Z-8. * (työstöliike Y-suunnassa -24mm ja Z suunnassa -8mm nykyisestä paikasta)
G2 J24. Z-7. * (ympyränkaari myötäpäivään säteellä 24mm samalla 7mm alaspäin. [kun X ja Y puuttuu niin ajetaan täysi ympyrä)
G2 J24. * (toistetaan ympyrä vakiokorkeudella [siivoaa uran pohjan vaakasuoraksi])
G1 Y-2. * (siirrytään työstönopeudella 2mm Y-suunnassa)
G3 J26. * (ympyränkaari vastapäivään säteellä 26mm. Täysi ympyrä)
G00 Z15. * (pikaliike 15mm ylöspoäin)
G28 G91 Z0. * (Z kotiinajo suhteellisin koordinaatein siirtymän Z0.0 kautta [Z0.0=ei liiku])
M5 * (kara seis)
M30 * (ohjelman lopetus; paluu alkuun)
%
Huomioita koodista:
Poraus tehtiin antamalla yksittäisiä porauskäskyjä 10 millin syvyysportain. Tällä pyrittiin estämään poran kierteiden tukkeutuminen lastuista kun reikä on kumminkin aika syvä. Lotta tukee kyllä oikeita poraustyökiertojakin joissa homma menee yhdellä G-koodilla, mutta niitä ei nyt alettu harjoittelemaan.
Viimeisestä porauksesta paluu tehtiin pikaliikkeellä, mikä vielä suoritettiin traverse-nupin ollessa asennossa 100% eli täydellä koneen liikenopeudella. Pahaksi onneksi ei muistunut mieleen tarkistaa, oliko pora kiinnitetty tukevasti pakkaan, mitä se ei ollut. Niinpä Lotta nykäisi pakan irti porasta joka jäi reikään yksinään törröttämään. Vahinkoa ei tapahtunut etenkin kun ohjelmaa ajettiin single block-tilassa yksi lause kerrallaan. Pora vaan vedettiin ulos käsin ja ohjelma jatkui. Opetus: ehkä ei kannata käyttää pikaliikkeitä kun työkalu ja työkappale ovat kontaktissa.
Tämä ohjelma käyttää alussa poraukseen absoluuttikoordinatteja ja myöhemmin taskun ajossa suhteellisia koordinaatteja. Homma toimii oikein, mutta ei ehkä ole ihmiselle selkein ja helpoin hahmottaa. Nyt syynä oli se, että koodiin vaikutti usea tekijä, mutta yleisesti kannattanee pitäytyä toisessa tai toisessa eikä sekoittaa. Vaara että koodaaja menee itsekin sekaisin ja antaa koordinaatteja väärin on ilmeinen.
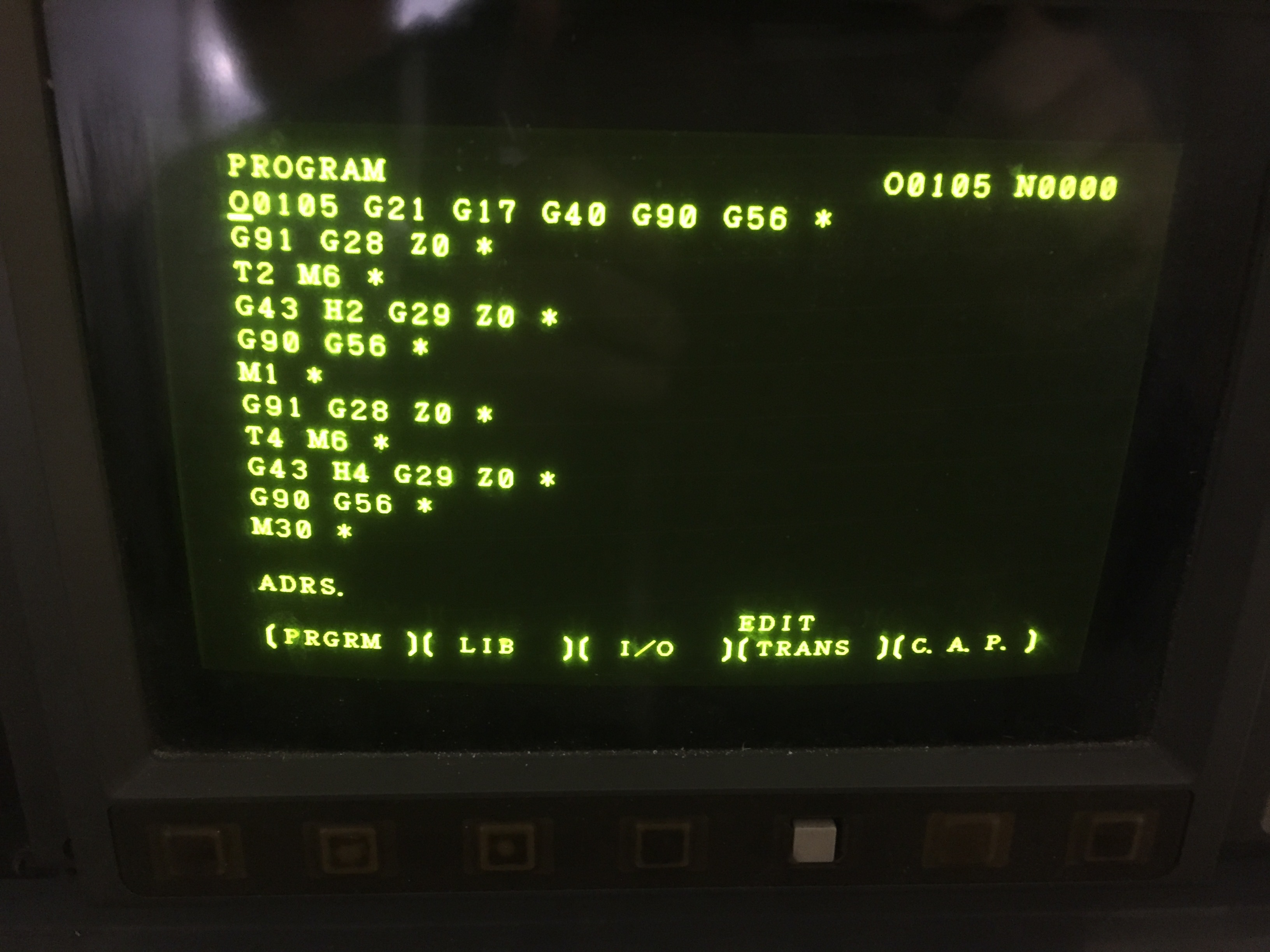
Kappaleita työstettiin kaksi, jälkimmäinen hieman erilaisella ohjelmalla joka kuitenkin tuotti saman lopputuloksen. Kuva molemmista lopputuloksista löytyy labin flickr-kuvista.
Tässä Lotan ruudulta kaapattu toisen ohjelman teksti. Toiminta selvinnee vertaamalla ylempänä olevaan annotoituun versioon.



{kind=link}