Laitetaan tähän vielä sama koodi annotoituna jotta eri operaatiot tulevat selviksi.
Koodi ei siis tällaisena kelpaisi koneelle välihuomautusten takia - tämä on vain ihmisten luettavaksi
O1234
(MYSTEERIKUUTIO)
alustetaan modaaliset G-koodit tunnettuihin alkuarvoihin
huom: G49 voisi olla hyvä jättää poiskin kuten huomattiin
G80 G40 G49 G21 G17 G90
muistetaan valita käytettävä työkoordinaatisto josta ohjelman liikkeet lasketaan
G55
ajetaan kara kotiasemaan työkalun noutoa varten
G28 G91 Z0.
G90
vaihdetaan karalle työkalu nro 6 (20mm HSS-rouhintatappi)
T06 M06
siirrytään pikaliikkeellä työkoordinaatiston XY-origoon
G00 X0. Y0.
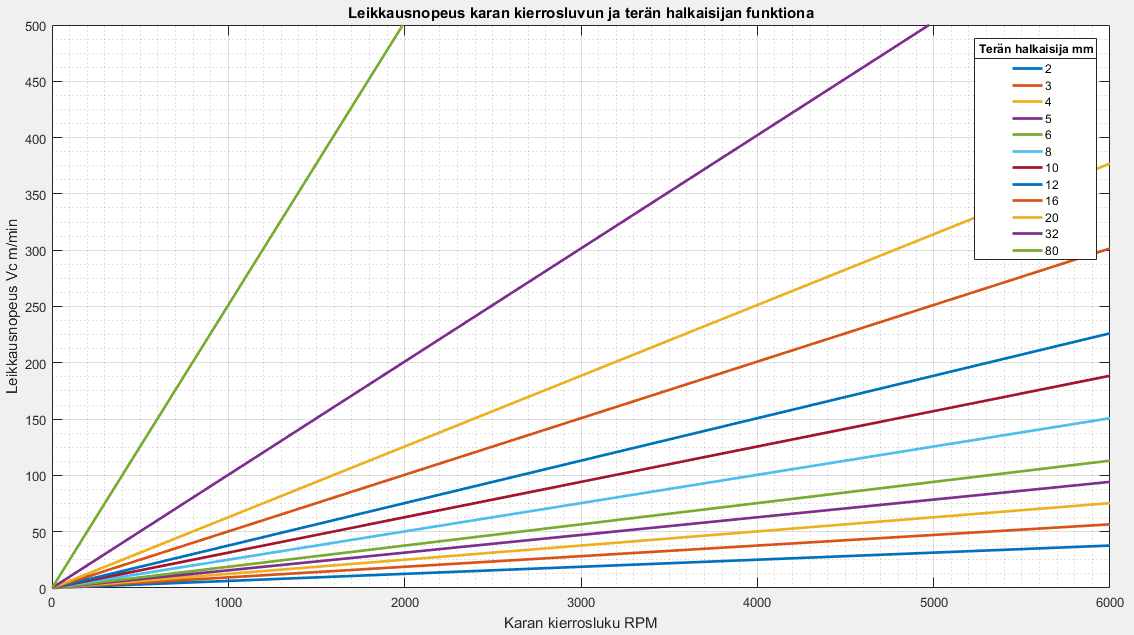
Kara pyörimään myötäpäivään 3200 RPM (leikkausnopeus vz = ~200 m/min)
M03 S3200
otetaan työkalun nro 6 pituuskompensointi päälle samalla siirtyen Z-asemaan 100mm
G43 Z100. H06
leikkuneste päälle
M08
siirrytään ensin aloituskohtaan X-suunnassa ja sitten lähestytään vaiheittain
työkappaletta ylhäältä alaspäin
X35.5
Z15.
Z5.
lopulta mennään työstöliikkeen nopeudella kiinni kappaleen pintaan
samalla valiten työstönopeudeksi 150 mm/min
G01 Z0. F150
rouhitaan kuutioon ympyränmuotoinen tappi
ajetaan peräkanaa kolme täyttä ympyrää myötäpäivään kiertäen
ympyrän keskipiste on suunnassa X35Y0. kahdella ekalla kierroksella siirrytään
kierroksen aikana 5 milliä alaspäin jolloin syntyy ramppi. Viimeisellä
kierroksella tasataan rampin pohja
G02 I-35.5 J0. Z-5.
G02 I-35.5 J0. Z-10.
G02 I-35.5 J0.
noustaan pikaliikkeellä irti kappaleesta
G00 Z5.
rouhitaan tappiin keskelle pyöreä tasku
siirrytään ensin taskun aloituspisteeseen
X9.5
G01 Z0.
ajetaan tasku vastapäivään kiertäen (nouseva leikkaus)
koska käytetty tappi ei ole pohjasta leikkaava, on ajo suoritettava
riittävän loivalla rampilla. Tässä joka kierroksella mennään vain 1mm
alaspäin, jolloin tapin pohja ei varmasti törmää kappaleeseen
G03 I-9.5 J0. Z-1.
G03 I-9.5 J0. Z-2.
G03 I-9.5 J0. Z-3.
G03 I-9.5 J0. Z-4.
G03 I-9.5 J0. Z-5.
G03 I-9.5 J0. Z-6.
G03 I-9.5 J0. Z-7.
G03 I-9.5 J0. Z-8.
G03 I-9.5 J0. Z-9.
G03 I-9.5 J0. Z-10.
G03 I-9.5 J0.
noustaan pikaliikkeellä irti kappaleesta
G00 Z5.
pysäytetään leikkausneste
M09
ajetaan kara kotiin
G28 G91 Z0.
G90
vaihdetaan työkalu nro 7 (6mm HSS-tappi)
T07 M06
mennään alkuperäisen aloituskohdan yläpuolelle
X35.5
kara pyörimään 6000 RPM (vz = ~100 m/min)
M03 S6000
kompensoidaan työkalun 7 pituus
G43 Z100. H07
leikkuuneste päälle
M08
lähestyminen pystysuunnassa…
Z15.
Z5.
…lopulta jo rouhittuun syvyyteen työstönopeudella 100 mm/min
G01 Z-10. F100
siirrytään viiimeistelyn aloituskohtaan (leikkaa 0,5 mm)
X28.
ajetaan viimeistely kiertämällä tappi
G02 I-28. J0.
irti kappaleesta
G00 Z5.
taskun viimeistelyn aloituskohtaan
X16
alas työstösyvyyteen
G01 Z-10.
kiinni kappaleeseen (leikkaa 0,5 mm)
X17
viimeistely vastapäivään kiertäen
G03 I-17. J0.
irti kappaleesta
G00 Z15.
kara kotiasemaan
G28 G91 Z0.
G90
leikkuuneste pois
M09
kara seis
M05
ohjelma päättyy
M30